-
Why glass matters: history and basics3 Topics
-
Where and how glass is used today3 Topics
-
State of glass waste and recycling3 Topics
-
Collection systems and actors3 Topics
-
Sorting, processing and making cullet3 Topics
-
Remelting, quality and markets3 Topics
-
Environmental, economic and policy aspects3 Topics
-
Practical implementation and teaching resources3 Topics
Participants 9

Remelting and closed‑loop recycling

travellingteacher256 April 13, 2026
This topic explains, in plain terms, what happens when waste glass (cullet) goes back into a glass furnace, why it saves energy, and how closed‑loop container recycling works in practice. The tone is casual — think of how you’d explain this to TVET learners or a high‑school class.
1. What happens in the furnace (plain explanation)
- Glass making starts with a batch of raw materials (mainly silica/sand, soda ash, limestone) that are heated in a furnace until they melt into a homogenous molten glass.
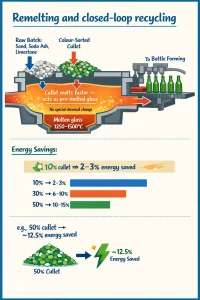
- Typical furnace temperatures for melting container glass are around 1 400–1 600 °C. The furnace is a continuous system where raw batch and cullet are fed, melt, and flow to the forming machines.
- Cullet (clean, sorted waste glass) goes into the furnace already broken down, so it melts much faster than raw minerals. That speeds up the process and reduces the amount of fuel needed.
- In the furnace the cullet simply becomes part of the melt — there’s no special chemical change. The final molten glass is shaped into new bottles and jars.
Think of cullet as “pre‑melted” glass: it’s already the right chemistry, so the furnace spends less energy breaking down and recombining raw minerals.
2. How cullet lowers melting temperature and energy use
- Cullet reduces the amount of raw batch that must be chemically broken down and melted. That reduces the energy required.
- Cullet also acts as a heat carrier: broken glass heats more quickly than raw minerals, so less sensible heat is needed to reach melting temperature.
- Industry guidance and reviews report a simple rule‑of‑thumb: every 10% increase in cullet used in the melt gives roughly a 2–3% reduction in furnace energy use and a proportionate reduction in CO2 emissions. (Ranges vary by furnace design and product.)
- The energy saving is therefore approximately proportional to cullet share. A quick rule:
- 10% cullet ≈ 2–3% energy saved
- 30% cullet ≈ 6–9% energy saved
- 50% cullet ≈ 10–15% energy saved
- Savings come from:
- Less thermal energy required to melt raw minerals
- Reduced need for carbonate decomposition (soda ash) which is energy‑intensive
- Fewer new raw materials to mine, transport and process
Example (illustrative): if a plant used 50% cullet and the industry factor is 2.5% energy saved per 10% cullet, that gives ~12.5% lower furnace energy use than using 0% cullet.
Note: the exact % saved depends on furnace efficiency, product temperature, cullet quality and composition.
3. Typical cullet substitution rates (container glass)
Cullet substitution (or “cullet share”) is the percentage of the melt that is recycled glass. Typical ranges:
- Europe (well‑developed systems): many container plants commonly use 50–80% cullet; some reach 80–90% for certain colours and products where high‑quality sorted cullet is available.
- Developed countries overall: substitution rates vary by plant and product, from 20% up to 80%+.
- Middle/low‑income countries and many Global South contexts: practical substitution rates are often lower (commonly 10–40%), limited by collection, sorting, contamination and colour separation.
- Colour matters: clear (flint) glass is more valuable and easier to use as high shares of cullet. Mixed colours or contamination lower the usable cullet share for closed‑loop container production.
So, “typical” depends on the local collection and sorting system. Where good, clean cullet is abundant, plants can and do run high substitution shares (50%+). Where cullet is contaminated or colour‑mixed, substitution is much lower.
4. Quality, contamination and why it matters for closed‑loop
Closed‑loop container recycling is container‑to‑container recycling (e.g., bottle → bottle). It depends on cullet quality.
Key quality factors and their effects:
- Colour control: mixing colours (clear, green, amber) produces off‑colour melt. For closed‑loop, colour‑separated cullet is needed.
- Ceramic/stone/porcelain contaminants: these do not melt at the same temperature, cause defects, and can damage furnace refractories. Even small amounts (fractions of a percent) can be costly.
- Metals (caps, stainless steel, aluminium) and stones: mechanical damage, furnace problems.
- Organics and labels: burn off, cause emissions and increased refining needs.
- Moisture and fines (very small particles): create steam and dust issues, affect furnace stability.
- Chemical contaminants (e.g., alkalis from some glass types): can change melt chemistry and product properties.
Typical plant acceptance limits are strict: many producers ask for total non‑glass contaminants <1–2% and metals/ceramics well below 1%. Specifications also require cullet to be colour‑sorted, crushed to certain particle sizes, and free of large contaminants.
When cullet quality is too low for container glass, it may be diverted to other uses (open‑loop), downcycled (fibreglass, sandblasting), or rejected — which reduces the environmental and economic benefits.
5. Closed‑loop vs open‑loop — benefits and limitations
Why closed‑loop is desirable
- Maintains material value: bottle → bottle keeps the material in the highest‑value use.
- Maximises energy and CO2 savings versus making glass from raw materials.
- Reduces demand for virgin raw materials.
- Simplifies regulatory and product‑quality issues (if colour and quality are controlled).
Limitations and practical barriers
- Requires reliable, colour‑separated collection and good sorting infrastructure.
- Informal collection streams may produce mixed colours and contamination (needs integration rather than exclusion).
- Some products (specialty glass, glass‑ceramics, certain coatings) cannot be easily closed‑looped.
- Economic viability depends on transport distances and market demand for cullet.
In many Global South contexts, a hybrid approach is realistic: maximise closed‑loop for the best‑quality cullet and find appropriate open‑loop outlets for lower‑grade cullet while working to improve collection and sorting.
6. Practical classroom/activity ideas (short)
- Simple energy‑saving calculation
- Give learners a hypothetical plant energy use (e.g., 100 units). If 10% cullet saves 2.5% energy, ask them to calculate energy use with 0%, 30% and 60% cullet.
- Shows linear relationship and reinforces the rule of thumb.
- Sorting game
- Use coloured glass fragments (or pictures) and have learners separate them into colour streams. Discuss how contamination would affect a furnace.
- Case discussion
- Present two towns: A has bottle banks with colour separation, B has mixed collection and strong informal sector. Ask learners to discuss which town will get higher cullet substitution and why.
7. Short checklist for building closed‑loop capacity
- Ensure colour‑separated collection (bottle banks, curbside with separate bags, or good MRF sorting).
- Remove lids/closures and rinse containers where feasible.
- Provide education materials so households and informal collectors know what to exclude (ceramics, stones, lightbulbs).
- Invest in mechanical sorting (optical sorters) where feasible or organised manual sorting with quality oversight.
- Work with bottle manufacturers to match cullet specs; establish clear quality standards and payment systems that reward clean cullet.
8. Sources and further reading (short list)
Look up recent briefs and industry reports from:
- FEVE (European Container Glass Federation) — industry data on cullet rates and energy savings
- WRAP (UK) — practical guidance on container recycling and energy savings
- UNEP and ISWA reviews — for global perspectives on waste and recycling systems
- National glass associations and large manufacturers (for local specs and substitution examples)
(When preparing one‑page summaries for educators, pick one or two of the above as primary references and quote the “~2–3% energy saved per 10% cullet” rule‑of‑thumb as an easy metric.)
If you want, I can convert this into a single A4 one‑page summary for learners (with an energy‑savings worked example and a short glossary). Which audience would you like that one‑pager for — TVET learners or high‑school learners?